Résistance de convection (suite)
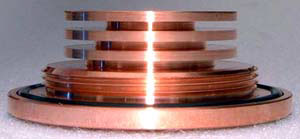
Il existe une autre façon de concevoir des blocs avec une forme un peu différente, à la manière du célèbre Innovatek REV3 qui a eu son heure de gloire. Un rondin de cuivre dans lequel on vient usiner, à l’aide d’un tour, des ailettes autour d’un tronc commun qui guide la chaleur vers celles-ci (cliquez pour agrandir) :
Des optimisations au niveau du tronc sont possibles pour limiter la masse et assurer des ailettes les plus chaudes en haut comme sur la photo ci-dessus à gauche (bloc Zalman). Des ailettes fines et nombreuses seront préférables pour augmenter la surface (attention aux limitations d’usinage pour faire les gorges) bien que la surface soit déjà grande sur un tour de cylindre. On peut également tailler les ailettes de plus en plus fines au fur et à mesure qu’on s’éloigne du centre :
On ne peut pas non plus donner de règles valables tout le temps puisque la forme du tronc et du reste dépendra de l’écoulement qui vient s’y engouffrer. On peut très bien arriver par en haut et par l’extérieur comme le Rev3, par le haut mais à l’intérieur comme sur la photo de droite ou bien sur le coté parallèlement aux ailettes pour faire le tour complet du tronc ou alors un tout droit… Certains font des blocs en forme de vis d’Archimède dans lequel le liquide circule de haut en bas ou inversement, comme sur la photo de droite montrant le bloc créé par Hydroblaster.
En général, il n’y a pas de problèmes majeurs avec ces blocs, la base qui en découle est de toute façon conséquente pour répartir la chaleur dans le tronc central. L’un des inconvénients est de faire un couvercle adapté et étanche, on peut le tailler dans un bloc de plexi ou alors dans un bloc d’aluminium que l’on fera anodiser pour éviter l’oxydoréduction. Le faire en cuivre n’a aucun intérêt à part venir augmenter sérieusement le poids du bloc. En faisant un waterblock de ce genre on est quasi-sûr d’avoir un résultat intéressant.
Après l’étude sur l’utilité de la surface dans le transfert thermique on va voir comment utiliser cette surface au maximum sans se laisser embêter par la couche limite qui va se former partout et nous ruiner tous nos efforts. Pour que le bloc soit efficace la couche limite (CL) doit être la plus mince possible. Pour se faire on a plusieurs possibilités :
- on augmente le débit qui rentre dans le bloc. Dans ce cas là on augmente la vitesse d’écoulement et la CL diminue d’épaisseur par écrasement mais cela nécessite de changer de pompe par une plus puissante.
- on empêche cette CL de se développer complètement sur la surfaces en lui imposant des obstacles que l’on appellera des perturbateurs et qui généreront de la turbulence qui va remuer et broyer cette CL localement.
- on utilise des techniques d’écoulement qui engendrent des vitesses plus élevées à l’aide de buses. Ce sont les techniques d’impact de jet que l’on verra par la suite.
On évitera tout d’abord d’avoir de longues surfaces toutes planes car c’est là où la CL peut se développer en toute tranquillité et encore plus si la zone en question n’est pas soumise à une vitesse élevée. L’une des solutions très simple est de faire sabler l’intérieur du bloc, cela va augmenter fortement la rugosité des parois (suivant ce que l’on projette dessus) et les rendre moins lisses. Du fait de ces creux et bosses, la CL a plus de mal à s’accrocher car l’écoulement devient plus instable à cause de la non régularité de la paroi. Sur une plaque plane si l’écoulement ne varie pas la CL va très peu varier, l’écoulement restera développé sur la surface puisqu’il n’est pas perturbé. Des essais de sablage on été réalisés par BillA pour mesurer la différence avant/après mais l’écart reste assez faible, la géométrie du bloc influençant la façon dont l’écoulement va réagir. Il ne faut pas espérer gagner 2 °C avec ce genre de manipulations, on verra plus tard le Swiftech moddé dont le gain est bien plus visible car la géométrie est adaptée. Si l’on fait des blocs en fonderie, l’état de surface que l’on obtiendra à l’intérieur sera déjà assez rugueux, suivant la technique de moulage, et participera donc à réduire une partie de cette CL contrairement à un usinage sur fraiseuse qui donne un très bon état de surface.
Pour augmenter cet effet instationnaire et chaotique, on peut y intégrer des sortes de petites protubérances le long des parois qui ont pour but de faire décoller légèrement l’écoulement sous l’effet de la vitesse et de générer des remous juste derrière le perturbateur comme montré ici :
Le schéma représente l’allure de l’intensité de la turbulence, plus c’est rouge plus c’est turbulent. En haut, on observe le développement normal d’une CL sur la partie plane dans laquelle rien d’intérressant ne se passe. En bas, on a placé des perturbateurs de faible hauteur (0.5 mm) qui vont obliger le fluide à décoller de la paroi pour venir se rattacher quelques longueurs plus loin. Le niveau de turbulence devient plus élevé derrière l’obstacle ce qui empêche la CL de se développer correctement. Là où la turbulence est élevée il y a plus de brassage d’eau et donc de possibilité de ramener de l’eau plus froide près de la paroi. La CL aura une plus faible épaisseur d’où un h qui augmente favorisant le transfert thermique entre les perturbateurs.
Il ne sert à rien de faire des perturbateurs de 2 mm de haut, d’une part cela va engendrer des pertes de charges plus élevées puisque c’est comme si le fluide venait taper dans un mur, et d’autre part la couche limite étant bien plus petite que ces perturbateurs, on vient casser l’écoulement central pour rien. La hauteur des turbulos doit être plus ou moins en rapport avec la hauteur de la couche limite, c’est elle qui nous limite pas ce qui se passe au milieu du canal. Sur le Zytrablock, à gauche, nous avons mis en place des turbulos de 0.5 mm de hauteur, éloignés d’environ 8mm et placés de manière alternée pour forcer le fluide a zigzaguer entre eux et à décoller alternativement sur les ailettes :


Il faut penser également aux contraintes d’usinage ! Pour le Zytrablock les turbulos sur les ailettes et sur le fond on été faits sur un centre numérique 5 axes UGV (Usinage Grande Vitesse) car rien n’est vertical (ailettes triangulaires et surfaces 3D arrondies) en utilisant une fraise de diamètre 0.5 mm. Faire de l’usinage avec des fraises si petites est très long même si on tourne ici à des vitesses de 20000 tr/min et plus. L’image du dessus montre une fraise à bout sphérique de diamètre 0.5 mm.
D’autres solutions plus simples sont envisageables suivant les conditions d’arrivée de l’écoulement :
Pour un écoulement parallèle à une surface des turbulos façon ZB sont plus intéressants pour faire décoller le fluide. Des amorces de trous avec un foret n’engendrent pas beaucoup de turbulence car le fluide passe par dessus en faisant juste une petite recirculation dans ces trous, le diamètre de ceux-ci va influencer sur la pénétration ou non du fluide dans le trou. Si l’écoulement arrive perpendiculairement (impact) ou avec un angle par rapport à la surface, les trous seront sûrement plus performants, suivant les conditions, puisque leur forme impose au fluide de s’entrechoquer au milieu du trou, des rainures creusées façon Maze3 sont aussi faisables :
Voici 2 exemples de réalisations utilisant les amorces de trous sur le fond et sur les ailettes. Le bloc de gauche est celui de Rebelbiker qui a pointé le fond en y faisant des amorces assez grosses qui obligent le fluide à monter et à descendre empêchant la CL de se former correctement. Ces trous augmentent également la surface mouillée. Celui de droite est un bloc CPU de Derf One, vu l’allure des courbes le fluide qui arrive par les canaux extérieurs va venir se prendre dans les rainures creusées verticalement ce qui va engendrer plus de turbulence au centre du bloc (cliquez pour agrandir) :




 Elements de conception pour waterblocks – Page 8/13Rédigé par
Elements de conception pour waterblocks – Page 8/13Rédigé par