Résistance de contact (suite)
Les fabricants apportent généralement peu de soin à la finition de la base et autres surfaces en contact avec un dispositif de refroidissement (IHS du P4 par exemple). La raison en est simple : ça allonge le temps de fabrication et ça coûte plus cher de faire une vraie finition. Ci-dessous, on a l’exemple d’une base anodisée brute d’usinage avec les stries dues au passage de la fraise de surfaçage. Une base de ce genre ne vaut rien en thermique ! Les performances du produit sont bridées d’office par une base de médiocre qualité. De même pour les IHS (Integrated Heat Spreader) des P4, on en voit un sur l’image centrale qui est convexe car le ponçage laisse apparaître le cuivre au centre sous la couche de nickel et révèle donc que le centre est plus haut que les bords. Encore une fois le transfert entre l’IHS et la base est loin d’être optimal avec un état de surface pareil. A droite, ce qu’il faudrait avoir de la part des fabricants : il s’agit d’un P4 poli et d’un radiateur poli au P12000, les 2 sont tellement plans et lisses qu’ils restent collés sans avoir besoin de pâte ou quoi que ce soit d’autre (polissage par Raydi) :
Voilà quelques exemples de résultats obtenus en utilisant une méthode manuelle. Ci-contre, mon ancien waterblock avec une base polie successivement au P800, P1200, P1500, P2000 et finition au P4000 toujours avec beaucoup d’eau. Le reflet dans la base ne doit pas présenter de déformations, au centre plus particulièrement.
La différence de température entre une base soignée et une base standard atteint facilement 2-4 °C de mieux et on observe un gain similaire pour la plupart des personnes qui réalisent cette opération. Beaucoup de choses peuvent être améliorées de cette manière en passant du chipset au GPU ou au processeur. Ceux-ci ne sont jamais vraiment plans, mais concaves ou convexes, ce qui ne facilite pas le transfert thermique même avec la pâte thermique. Attention, il y a perte de garantie à la clé si on le fait…
Ci-dessous, le polissage d’un PAL et d’un IHS de P4 réalisé par Nitro à l’aide d’un kit Micromesh (20 €) contenant pas mal de feuilles de différentes granulométries. Le résultat est sans appel, car la perte de température est d’environ 6 °C à pleine charge. La durée de polissage a été d’environ cinq heures. Avant de changer de ventirad ou de waterblock, ces 2 choses sont à réaliser, ça peut éviter d’acheter quelque chose d’inutile.


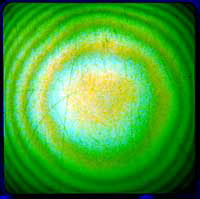
Le mieux est de pouvoir contrôler la surface polie grâce à une technique optique pour voir la planéité dans son ensemble et voir où se situent les éventuels défauts à corriger (bosses ou creux). On utilise pour cela une méthode interférentielle qui permet d’avoir une précision de mesure des différences de hauteur extrêmement élevée de l’ordre de 0.0002 mm (varie suivant la longueur d’onde de la lumière utilisée). L’utilisation de cet appareil provoque l’apparition de franges sombres et claires sur la surface à étudier. Suivant le nombre et la disposition de celles-ci, on peut apprécier la qualité de la surface polie. Moins il y a de franges et plus la surface est plane (un peu comme les cartes d’état-major où l’on voit les courbes de dénivelés) ou bien les franges doivent être parallèles entre elles.
Sur la photo ci-dessous (du forumer N8) le radiateur a été poli jusqu’à la pâte diamant 1 µm et on voit que le centre ne contient aucune frange, il est plan à 0.2 µm minimum, c’est à dire que la différence de hauteur à l’intérieur du 1er cercle est inférieure à 0.0002 mm soit la perfection en ce qui nous concerne.
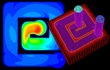
On peut regarder d’autres essais réalisés par Bill Adams ci-dessous. On remarque que le premier bloc à gauche est extrêmement plan au centre, le deuxième a un défaut de planéité sur un coin où le core va se positionner et le troisième est un die de Duron qui est également bien plan. En général les dies nus sont bien plans, ce qui est gênant ce sont les inscriptions faites dessus qui nous enlèvent de la surface de contact directe. Polir un processeur est une opération plus risquée, il peut très vite se retrouver à la poubelle si ça part de travers ou si on le déforme trop.
Il ressort de tout ca qu’un bon bloc est pour commencer un bloc dont la base est usinée et préparée de manière à la rendre plane et ensuite lisse. Avec des bases aussi soignées il ne faut pas employer de pâte thermique trop visqueuse car on perds le bénéfice du polissage en y intercalant une épaisseur trop importante de pâte. Une pâte fluide est préférable pour la faire pénétrer dans les très petites crevasses qui subsistent à la surface du bloc. Il ne faut pas en faire une couche, mais l’étaler le plus possible, on doit pour une bien ne pas la voir une fois l’opération finie, les crevasses seules seront remplies.
Résumé :
- Pour un bon échange thermique entre le core et le waterblock, il est indispensable d’avoir une base bien soignée, plane et ensuite lisse (l’effet miroir apparaîtra tout seul).
- Utiliser une pâte à haute conductivité thermique et de bonne qualité pour minimiser les pertes dans l’interface de contact. Attention aux comparatifs bâclés car savoir ce que vaut vraiment une pâte thermique est quelque chose de difficile.
- Prendre son temps lors du polissage pour ne pas faire empirer l’état de la base. Evitez de sauter des étapes en passant du P800 au P2000 directement par exemple, le polissage n’en sera que plus difficile.
- Oubliez le coup de miror passé au chiffon, ou pire au dremel, pour faire briller la base, ça n’est pas çà qui donne une planéité bien au contraire, çà détruit seulement une très fine épaisseur de métal. Les améliorations de température rapportées par certains sont dues au fait qu’ils ne maîtrisent pas l’environnement. Il suffit que la température ambiante est baissée de 0.5 °C à 1 °C, qu’on mette de la nouvelle pâte, que l’on monte un peu mieux le bloc, qu’on serre plus fort, etc. pour voir une amélioration de 1 à 2 °C. Il suffit de faire l’expérience en manipulant les vis de fixation en plein Full Load lorsqu’on est stabilisé pour voir que 1/4 de tour d’écrou change de 0.5 °C la température du core facilement…




 Elements de conception pour waterblocks – Page 3/13Rédigé par
Elements de conception pour waterblocks – Page 3/13Rédigé par